Ship-building & Welding distortion
Welding distortion in large fabrications rarely comes from choosing the wrong process.
It usually comes from underestimating how heat accumulates across a sequence.
On a shipyard panel line, SAW handles flat seams well, deep penetration, consistent deposition, and automated runs. Efficient and repeatable for deck plates and bulkheads.
But a hull isn’t flat. Curved shell plating, vertical seams, tight bracket work, these shift to FCAW or SMAW. Different heat input characteristics, different operator dependency, different distortion behaviour.
The problem is that planning documents often treat each weld as an isolated operation.
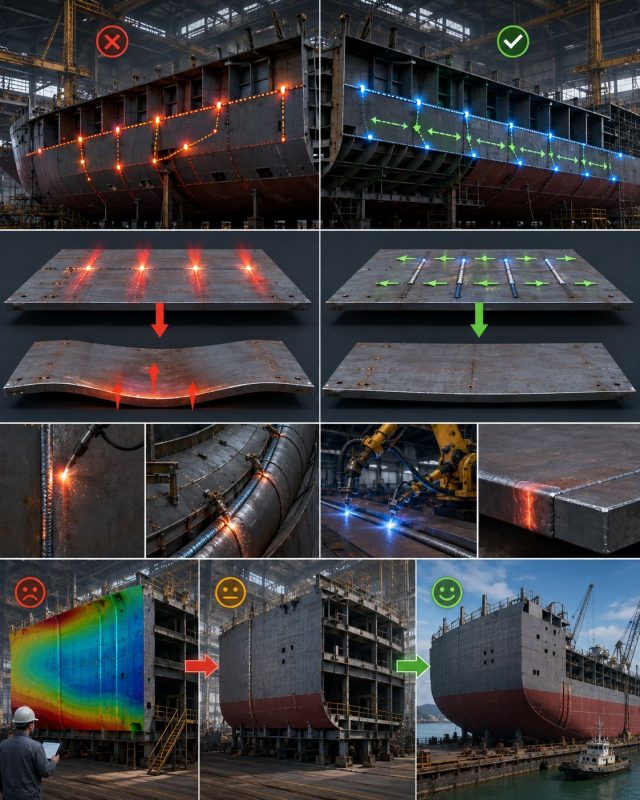
In practice, thermal strain accumulates. A sequence that looks balanced on paper can produce a block that’s 10-15mm out of tolerance at erection, because nobody modelled the interaction between weld runs laid down six hours apart on the same structure.
What actually works: back-step welding to spread heat input, balanced passes on both sides of a joint before completing either side, strict inter-pass temperature limits, and pre-heat discipline on thicker plates.
Modular construction helps because it creates a natural checkpoint, distortion at the block level, before erection, is still correctable. After erection, it becomes a schedule problem.
Robotic welding improves repeatability on defined joints.
But the Welding Procedure Specification it executes still depends on someone who understands carbon equivalent, heat input limits, and how that specific steel grade behaves in the Heat-Affected Zone ( HAZ )
Sequence planning and WPS quality are where distortion is actually controlled. Not on the floor after the fact.

